



12�����s����܇-����܇-�����|�LD9���sʽ����܇�S��ֱ�N
���飺12�����s����܇-����܇-�����|�LD9���sʽ����܇�S��ֱ�N
12�����sʽ����܇-����܇-�����|�LD9���sʽ����܇�S��ֱ�N
12�����sʽ����܇�DƬ

12�����sʽ����܇�ױP���ã�
12�����sʽ����܇���Ö|�Lԭ�b�ױP���a��3950/4500mm�S�࣬������D9�{��ң����200�R���l�әC��YCS04200-68������ʿ��C6J75T׃���䣬295/80R22.5���̥��3.9��ǰ��8���¼{���250܇�ܣ����{��늄Ӵ����п��i����ABS����x���Ś��Ƅӡ����x���C210�R���l�әC��

12�����sʽ����܇���b���ã�
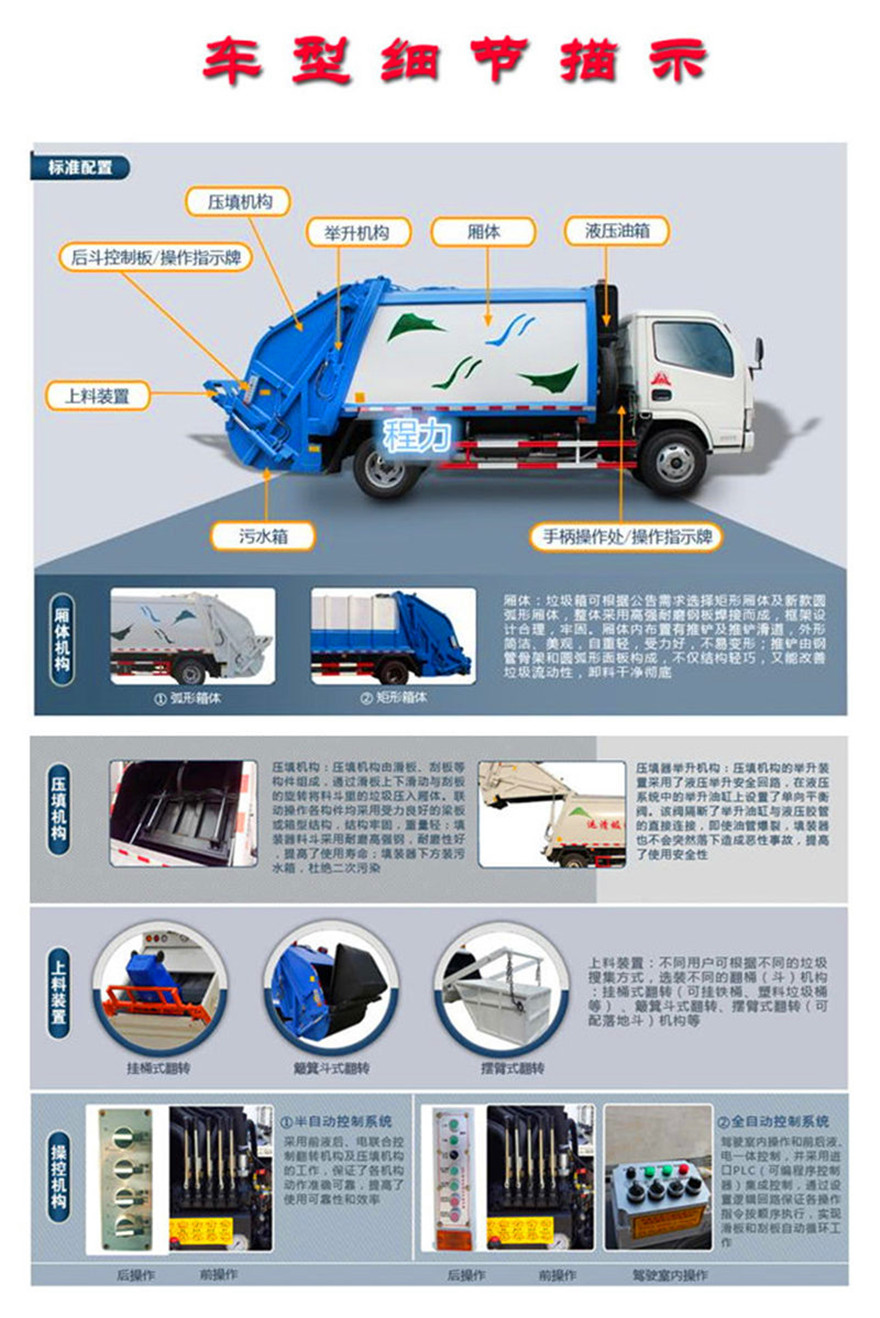
�¿�ƽ�满�Ύ��w�����w���Ϟ���䓃��|̼䓣�����ߴ磺8350��2550��3300mm����Ч���s�ݷe6����������߅�ĵ��ă��|䓰�����������֪��Ʒ�Ʋ���Һ���ף������ܣ��P����÷��·�y����Һ�X݆�ͱã����T��PLC늿��_�P�����sʽ����܇���ÙC�Һһ�w�����g�������C��늡�Һ���Ԅӿ���ϵ�y����X���ơ��քӲ���ϵ�y��ͨ�^���b�������P�Ȍ����b�ã����F�������롢����⡢�����b��������D��܇������������ж����ˮȫ���M����ˮ�ռ��䣬��Q�������\ݔ�^���еĶ�����Ⱦ�Ć��}�����sʽ����܇�����Ԅӷ��͉��s�Լ���Ӊ��s���ܣ����s�ȸߡ��ܷ��Ժá��b�d����p�������㡢�h���Ժép��܇���ù��ʸߵȃ��c��

12�����sʽ����܇���ӹ�ˇ��
1������܇�����ĺ����|��Ҫ��
���p���摪�����^������ƫ��Ó��������������Ó�������p����ߺ��ی����������������^�ߡ��^�ͻ��^�����^խ�ĬF�o���@ҧ߅�����p����o�A������ס�δ����ȱ�ݣ����p����o���������ݡ�
2�������ĺ��Ӳ�������
�����Ӻ��rҺ�B���ٺ��������������������������x���@���ڷ����۳ؽ����c�����������۳ض��^�ߕr��Һ�B�����������γɺ�����
�����r���m�������պ���r����������ҧ߅��������ƽ�������p���β�������������c�����ӕr���l�Ƕȑ����Aб60��~80�㣬늻�ָ���۳����ģ�����������^С���Կ����۳ضȡ�һ����Ï������Ϻ��ӡ����ӗl���飺���lֱ��3.2mm���������ҪСЩ��늻��L�Ȳ������ں��lֱ�����\�l��������ֱ�������������c����ֱ���\�l�����ƣ����������������Լ���X�������ȡ�

�|�LD9���sʽ����܇���D��ʽ�x��
1����Ͱʽ���D�C���� 2����������ʽ���D�C�� 3���[��ʽ���D�C�� 4�����Ƕ�ʽ���D�C�� 5���������D�C����ʽ
12�����sʽ����܇���Å���
| �l�әC | ���200�R��/���C210�R�� | �ŷŘ˜� | ���� |
| ׃���� | �f��P5�n | �S�� | 3950/4500mm |
| ݆̥Ҏ�� | 295/80R22.5���̥ | ���w�ݷe | 10-12m3 |
| ���s���� | 2-3�� | ж�ϕr�g | ����15�� |
| �ٿط�ʽ | 늿��Ԅ�+�ք� | ����λ�� | �{���+܇β�� |
ُ܇ǰ��֪����ױP�l�әC�R����С�����ò�ͬ,������܇�r��ͬ.��ҪԔ�����Å�����������ُ܇ǰ�c�҂�ϵ,�҂���������������o������m��܇�ͺ���ݵăr��